
www.revista-fabricacion.com
10
'21
Written on Modified on
Las sondas de contacto agilizan el proceso de mecanizado de las baterías de cocina de inducción
La fábrica de vajillas metálicas Kukmor JSC (República de Tartaristán) es uno de los principales fabricantes de Rusia de baterías de cocina de aluminio fundido, baterías con recubrimiento antiadherente y productos para turismo y ocio de la marca KUKMARA.
Historial
La empresa cuenta con 70 años de experiencia en fabricación y ha colaborado con un gran número de proveedores y distribuidores de confianza para la distribución de sus productos en Rusia y en todo el mundo. La factoría produce 700 artículos de batería de cocina de alta calidad con más de 10 colecciones de productos.
Durante muchos años, la empresa se ha dedicado principalmente a la fabricación de baterías de cocina de aluminio fundido. La rápida introducción de las placas de inducción en el mercado ha generado una demanda de baterías de cocina específicas. Tras estudiar las posibles soluciones de fabricación, los ingenieros de la empresa crearon una de las piezas de fundición de aluminio más prácticas y económicas posibles con discos de inducción seguido de un mecanizado en su base.
Una vez producidos con éxito los prototipos de las piezas de fundición con discos de inducción, la empresa pasó al siguiente proceso: el mecanizado. Los ingenieros de KUKMARA tenían que elegir entre el mecanizado abrasivo o el mecanizado de las bases de las piezas de fundición creadas. El rectificado abrasivo era muy lento y la batería de cocina acabada tendría una superficie mate, lo que habría dejado micro arañazos. Además, la uniformidad de la superficie mecanizada no habría cumplido los requisitos especificados.
La empresa eligió la segunda opción: tornear la base del producto en un torno CNC equipado con una placa de sujeción de vacío (para la pieza de fundición). El proceso de mecanizado debía disponer de retirada de metales fija, evitar la rotación de la pieza de fundición en la placa de montaje, asegurar la larga duración de la herramienta, y reducir al mínimo las pasadas de mecanizado.

Objetivo
Al tornear las bases de los productos que contenían los discos de inducción de acero inoxidable, los especialistas de KUKMARA se encontraron con el siguiente problema: debido a la tecnología de fundición empleada por la empresa, el grosor de las bases de los productos era inconsistente, por tanto, el esquema utilizado para su colocación y fijación en la máquina no garantizaba una posición repetible de la superficie relativa a la herramienta de mecanizado. La discrepancia podría ser de hasta 2–3 mm, por lo que aumentaría el riesgo de que la pieza de fundición se gire en la placa de montaje y resulte dañada, así como la herramienta y la propia placa. Pero, sobre todo, se necesitaban cuatro pasadas para obtener la calidad de mecanizado necesaria y garantizar un grosor suficiente del disco restante. La repetición de operaciones exigía más tiempo y aumentaba el coste de operación.
Denis Alekseev, director técnico de KUKMARA comenta, “Para mecanizar un producto, teníamos que realizar varias pasadas con tolerancia reducida hasta conseguir el resultado previsto o una retirada mayor de material, con el riesgo de que el producto se gire en la placa y se dañe. Cada pasada del producto en el torno tarda aproximadamente un minuto. Para evitar el riesgo de que se gire un producto, había que realizar de tres a cuatro pasadas, lo que supone un tiempo adicional de cuatro minutos por cada pieza”.
Los ingenieros de la empresa decidieron buscar la mejor solución. Una de las propuestas consistía en equipar los tornos con sondas de contacto para medir la posición real de la superficie que se iba a mecanizar. Los especialistas de KUKMARA ya habían visto las sondas de contacto de Renishaw en funcionamiento en una empresa Checa de fabricación de baterías de cocina. Se tomó la decisión para aprender de la experiencia de sus colegas de otros países.

Solución
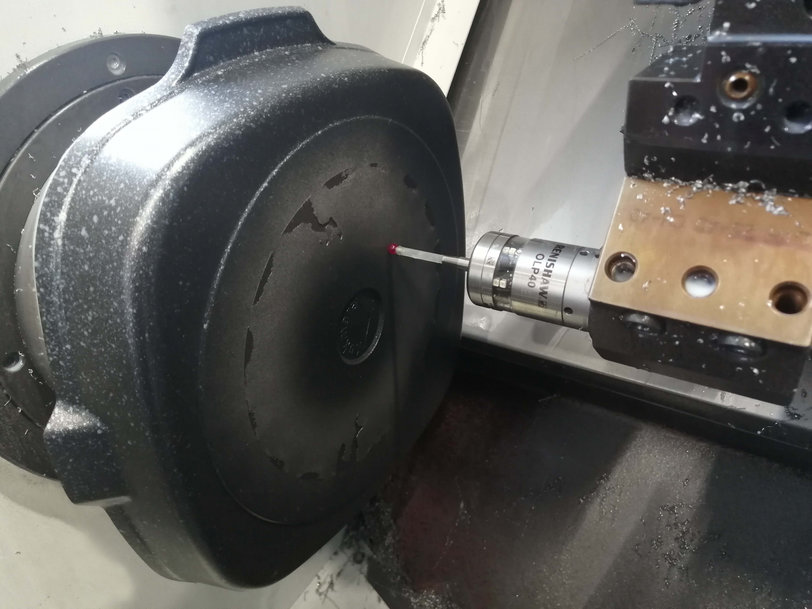
Los ingenieros de KUKMARA instalaron su primera sonda de contacto Renishaw en un torno. La sonda de contacto OLP40 mide la posición real de la superficie que se mecaniza para garantizar la uniformidad del material retirado. La tecnología de medición flexible de la sonda asegura un alto grado de precisión de producción y reduce los tiempos de preparación y el material desechado.
“La sonda OLP40 nos ha permitido garantizar una retirada de material uniforme. Antes de cada pasada, realizamos las mediciones, ajustamos el corrector de herramienta y realizamos la retirada de una cantidad fija. En consecuencia, podemos garantizar la precisión y la estabilidad del proceso de fabricación, además de preservar la herramienta y su seguridad, ya que no hay riesgo de que el producto se gire y se salga de la placa de montaje”, añade Denis Alekseev.
Los ingenieros de KUKMARA agradecen la sencillez de reglaje de la sonda de contacto: no hemos necesitado realizar complicadas maniobras ni formación adicional de los operarios para la instalación y el reglaje. Los especialistas del contratista conectaron la sonda rápidamente, configuraron el sistema CNC, instalaron los ciclos y configuraron la sonda.
Resultados
KUKMARA empezó a fabricar baterías de cocina para placas de inducción en 2017. Tres empleados de la fábrica se ocupan permanentemente del mecanizado de los discos en dos tornos. En los últimos tres años, la fábrica ha producido más de 144 000 artículos con base de inducción y tienen previsto aumentar la producción.
Desde 2017, la empresa ha aumentado la producción y tiene previsto ampliar la línea de productos. Denis Alekseev concluye, “Gracias a la alta precisión de las sondas de Renishaw, no tenemos que repetir la operación y, por tanto, hemos reducido el coste del mecanizado de los discos en gran medida. Como resultado del proceso de torneado, obtenemos un disco perfecto con un alto brillo y la mínima rugosidad. Este es exactamente el efecto visual que buscábamos. Miles de clientes disfrutan ahora de los beneficios de nuestra relación con Renishaw”.
Para obtener más información, visite www.renishaw.es/kukmor
www.renishaw.es
